
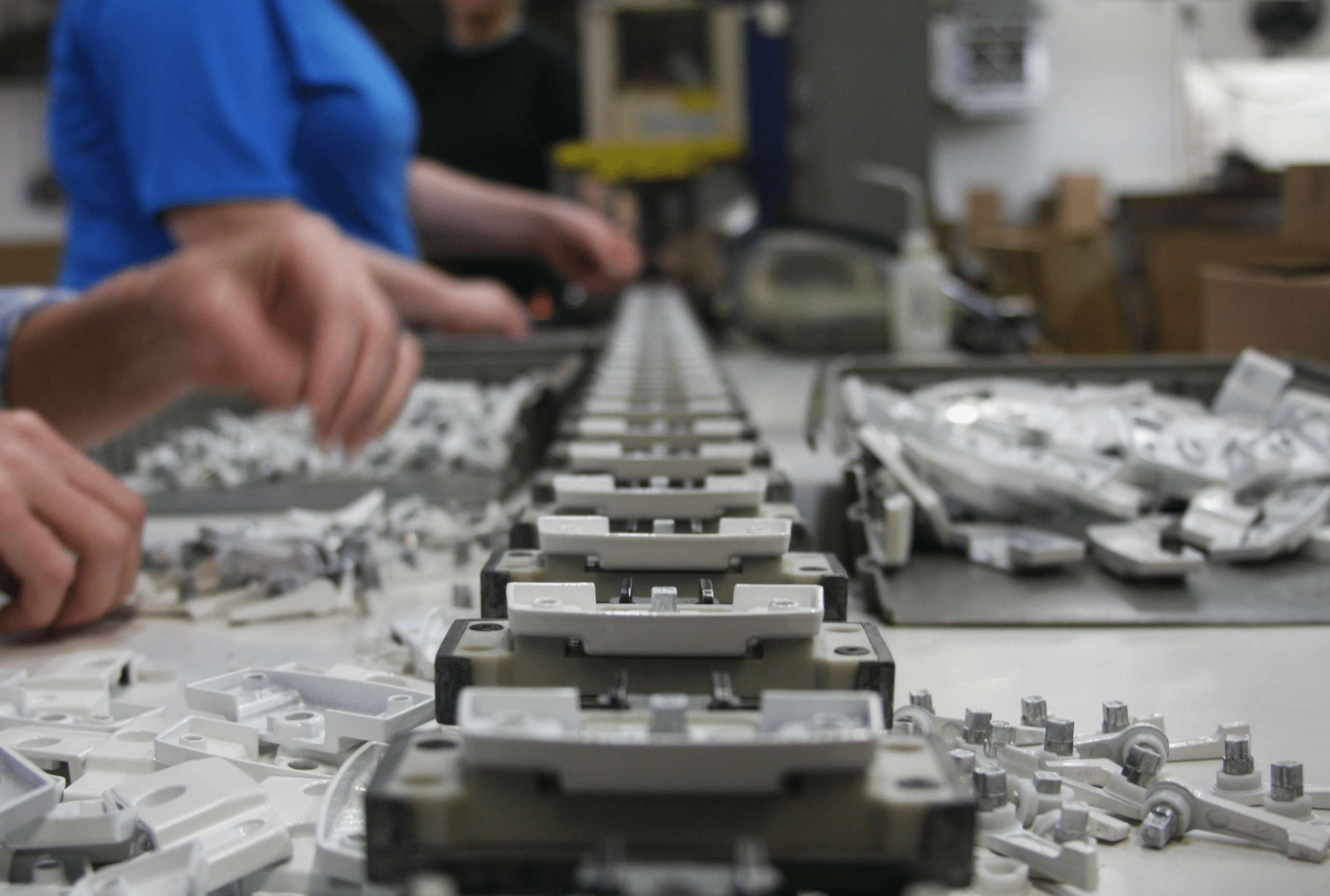
Zinc Die Cast Assembly is another key feature of our success. This secondary operation provides our customers with ready-to-use finished products. Thanks to our efficient work-centers and collective experience. We are able to provide world class service, simplify logistics, and reduce cost.
Deco has a variety of automatic screwdrivers, rotatory and belt assembly stations, and hydraulic presses. These resources allow us to leverage our assembly experience and provide rapid and reliable zinc die cast assemblies of every kind.

We work closely with our customers to design precision engineered zinc die castings. Deco Products carries these parts to completion using our sub-assemblies. Additionally, we will typically take on the responsibility of managing the inventory of any specific purchased components required for completion of the assembly. This allows our customers to receive a completed assembly, ready for production or distribution.
Zinc alloys are very malleable. Zinc can be formed to join materials and thus, eliminating the need for additional fasteners. By eliminating fasteners you can reduce part count. Therefore, you can lower the cost of your assembly. These zinc characteristics allow for better part design than we could with other materials.
Deco Products is a full-service zinc die-caster that offers precision zinc die-castings to customers globally. We utilize custom-designed hot-chambered die-casting machines to offer you competitive and quality products.

{kind=link}
{kind=link}
{kind=link}
{kind=link}